

Production process
Preparation of raw materials: Prepare polyester fiber as the main material of the conveyor belt, as well as polyvinyl chloride (PVC) resin, plasticizer, stabilizer, etc. as coating materials.
Belt making: Polyester fiber is used as the main body of the conveyor belt, and processes such as weaving, weaving, and rolling can be used.
Coating: After mixing materials such as PVC resin, plasticizer, stabilizer, etc., the mixture is evenly applied to the surface of the conveyor belt through a coating machine.
Drying: The coated conveyor belt is sent to a drying chamber where the PVC coating on its surface is dried and cured by heating.
Cutting: The dried conveyor belt is cut to the required size and shape.
Packaging: Pack the cut conveyor belt well to ensure its safety and integrity during transportation and storage.
Product uses
Machinery manufacturing industry: Impregnated PVK conveyor belts have good wear resistance and high tensile strength, and are suitable for transportation, packaging, lifting and other processes in the machinery manufacturing industry.
Port and terminal industry: Impregnated PVK conveyor belts have the characteristics of wear resistance, acid and alkali resistance, and good weather resistance, and are suitable for unloading, shipping and other processes in the port and terminal industry.
Mining and metallurgical industry: Impregnated PVK conveyor belts have high wear resistance and tensile strength characteristics, and are suitable for transportation, screening, crushing and other processes in the mining and metallurgical industries.
Chemical industry: Impregnated PVK conveyor belts have characteristics such as acid and alkali resistance and corrosion resistance, and are suitable for transportation and storage processes in the chemical industry.
Food and pharmaceutical industry: Impregnated PVK conveyor belts have a smooth surface, are easy to clean, and are not easy to breed bacteria. They are suitable for transportation, packaging and other processes in the food and pharmaceutical industry.
Specification model
Model: PVK200, PVK300, PVK400, PVK500, etc.
Thickness: Generally, you can choose between 0.8 mm and 4.0 mm. Common ones are 1.0 mm, 1.5 mm, 2.0 mm, 3.0 mm, etc.
Strength grade: According to different application scenarios and needs, different strength levels can be selected, such as 500N/mm, 630N/mm, 800N/mm, etc.
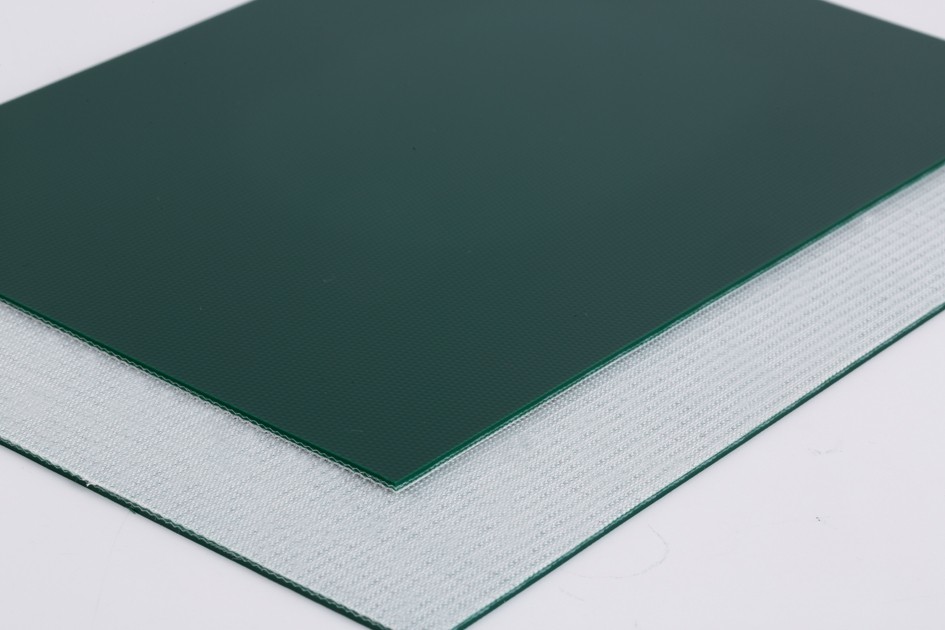
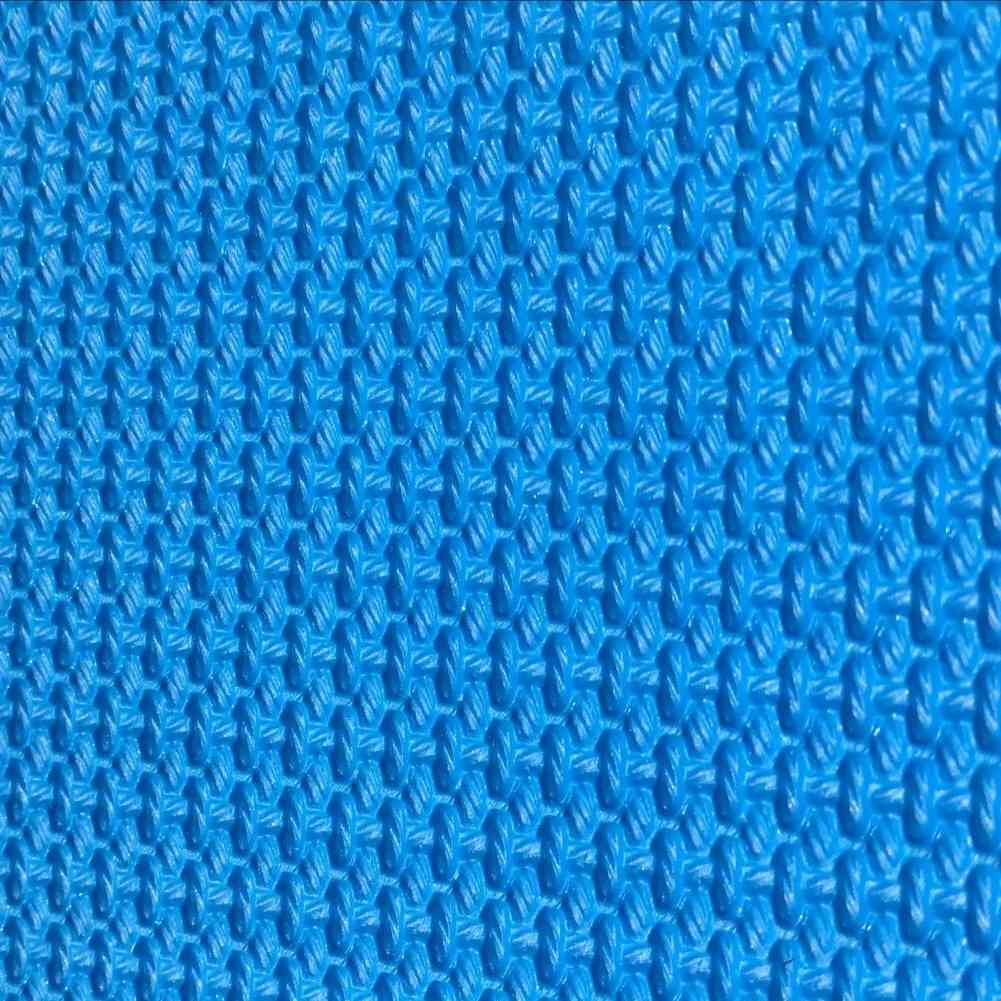
Color: Generally green, black, etc., other colors can also be customized as needed.
Quality standards: According to different countries and regions, the quality standards for impregnated PVK conveyor belts also vary. Common standards include ISO, DIN, AS, JIS, etc.
Heat resistance standards
ISO standards: ISO14890 and ISO5284 are standards for light, medium and heavy conveyor belts, which specify the heat resistance requirements for different grades of conveyor belts. Among them, ISO14890 requires 70℃ for light conveyor belts and 100℃ for medium and heavy conveyor belts.
DIN standard: DIN 22102 is a standard for various conveyor belts, which stipulates the heat resistance requirements for different grades of conveyor belts. Among them, the heat resistance requirement of DIN22102 for N, E, and P grade conveyors is 100℃, the heat resistance requirement for S grade conveyors is 150℃, and the heat resistance requirement for V grade conveyors is 200℃.
AS standard: AS1332 specifies the heat resistance requirements for different grades of conveyor belts. Among them, AS1332 requires 70℃ for EP-grade conveyor belts, 80℃ for NN grade conveyors, 100℃ for EE-grade conveyors, and 120℃ for PVC/PVG grade conveyors.
JIS standards: JIS K6322 and JIS K6324 are standards for light, medium and heavy conveyor belts, which stipulate the heat resistance requirements for different grades of conveyor belts. Among them, JIS K6322 requires 70℃ for light conveyor belts and 100℃ for medium and heavy conveyor belts.
Applications of Impregnated PVK Conveyor Belts
Impregnated PVK conveyor belts have found widespread use in a multitude of industries due to their versatility and durability. Here are some key sectors where these belts excel:
Mining and Aggregate
In the mining and aggregate industries, conveyor belts are subjected to extreme conditions, including heavy loads, sharp-edged materials, and abrasive minerals. Impregnated PVK conveyor belts are up to the challenge, ensuring smooth material transport and reducing the need for frequent replacements.
Manufacturing and Assembly Lines
Efficient manufacturing relies on smooth material flow along assembly lines. Impregnated PVK conveyor belts play a pivotal role in this context, ensuring products move seamlessly from one station to the next. Their low noise and flexibility also contribute to a more productive and worker-friendly environment.
Food Processing
In food processing facilities, hygiene is paramount. Impregnated PVK conveyor belts meet stringent food safety standards and resist the accumulation of bacteria and contaminants, making them ideal for transporting food products without compromising quality or safety.
Agriculture and Farming
Agricultural operations demand robust conveyor systems to handle heavy produce and bulk materials. Impregnated PVK belts provide the necessary strength and resistance to weather conditions, ensuring that crops and commodities are efficiently transported.
Airport Baggage Handling
Airports rely on conveyor systems to transport luggage swiftly and accurately. Impregnated PVK conveyor belts are the preferred choice in this critical application, ensuring a smooth travel experience for passengers and the efficient sorting of baggage.
Warehousing and Distribution Centers
Efficient warehousing and distribution are essential in the age of e-commerce. Impregnated PVK conveyor belts enable the rapid movement of goods, from sorting and picking to packing and shipping, reducing bottlenecks and enhancing overall productivity.
As we’ve seen, Impregnated PVK conveyor belts serve as workhorses in various industries. Now, let’s delve into the advantages these belts offer to businesses.
Advantages of Impregnated PVK Conveyor Belts
The advantages of choosing Impregnated PVK conveyor belts are multifaceted and can positively impact your business in several key ways:
Cost Savings
Reduced Maintenance: Impregnated PVK conveyor belts require minimal maintenance, thanks to their exceptional durability. This translates to fewer downtime-related costs and decreased labor expenditures.
Extended Lifespan: These belts outlast traditional options, reducing the frequency of belt replacements and associated expenses.
Energy Efficiency: Impregnated PVK belts exhibit low friction, leading to energy savings over time.
Improved Productivity
Smooth Operation: The flexibility and reduced noise of Impregnated PVK conveyor belts contribute to a quieter and more efficient work environment.
Consistent Performance: These belts maintain their performance even under heavy loads, ensuring that production lines operate smoothly and consistently.
Enhanced Safety
Chemical Resistance: In industries where exposure to chemicals is a concern, Impregnated PVK conveyor belts enhance workplace safety by resisting chemical degradation.
Static Dissipation: The anti-static properties of these belts reduce the risk of sparks and fires in potentially hazardous environments.
Regulatory Compliance
Food Safety: Impregnated PVK conveyor belts meet stringent food safety regulations, ensuring that food products remain uncontaminated during transport.
Environmental Compliance: By reducing the need for frequent belt replacements, businesses using Impregnated PVK belts contribute to environmental sustainability by generating less waste.
Choosing the Right Impregnated PVK Conveyor Belt
Not all Impregnated PVK conveyor belts are created equal, and selecting the right one for your specific application is crucial. Here are some factors to consider when making your choice:
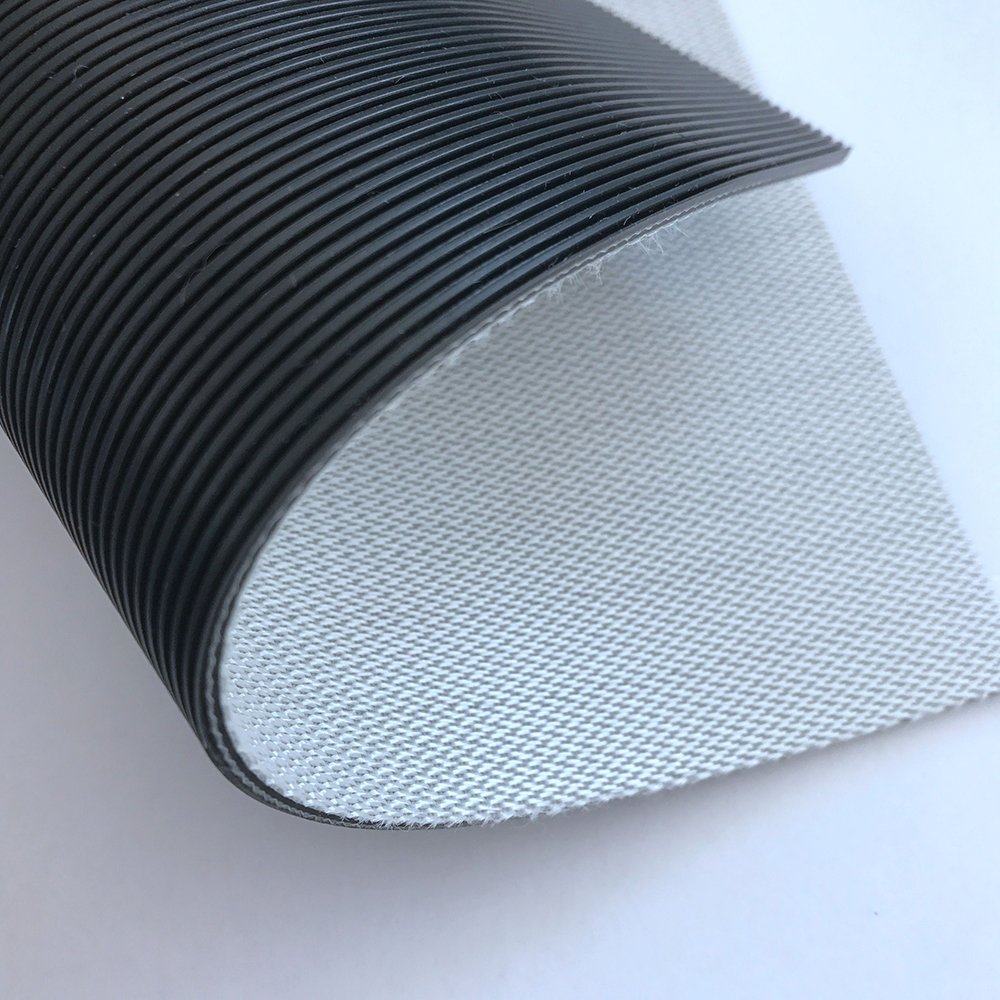
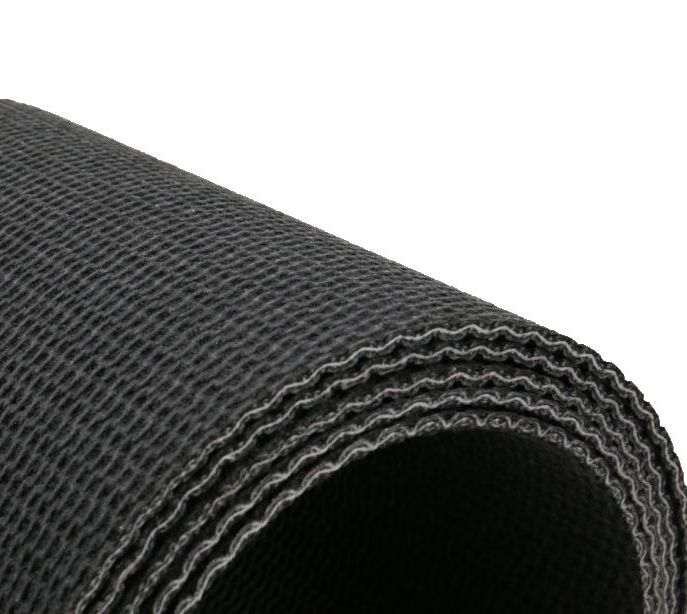
Belt Thickness and Ply
The thickness and number of plies in the belt affect its load-bearing capacity. Consider the weight and type of materials you’ll be conveying when selecting the appropriate belt thickness and ply.
Belt Width and Length
Determine the required belt width and length to ensure it fits seamlessly into your conveyor system. Customization options are often available to meet specific requirements.
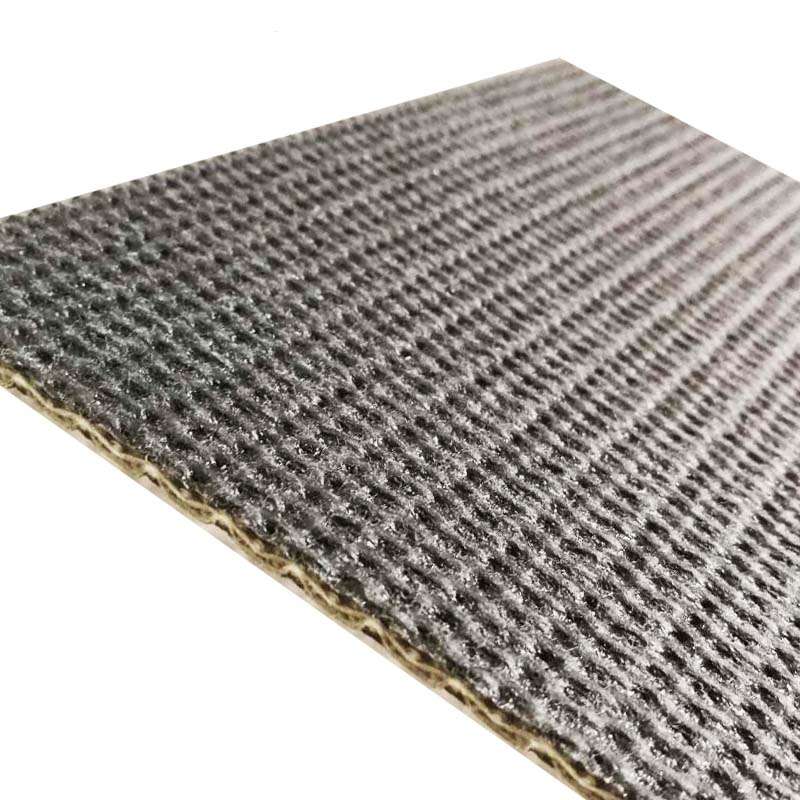
Surface Finish
The surface finish of the belt can vary, with options like smooth, textured, or patterned surfaces. Choose the surface finish that best suits your application and the materials being transported.
Temperature Range
Consider the temperature conditions in your work environment. Impregnated PVK conveyor belts are known for their wide temperature tolerance, but it’s essential to ensure they meet your specific requirements.
Chemical Resistance
If your industry involves exposure to chemicals or oils, verify that the Impregnated PVK conveyor belt you choose is designed to resist these substances effectively.
Static Dissipation
In settings where static electricity poses a risk, prioritize belts with effective anti-static properties.
Maintenance and Care of Impregnated PVK Conveyor Belts
While Impregnated PVK conveyor belts are known for their durability and low maintenance requirements, some best practices can help extend their lifespan even further:
Regular Cleaning
Periodic cleaning with appropriate cleaning agents helps prevent the buildup of contaminants and ensures a hygienic conveyor system, especially in food processing and pharmaceutical applications.
Visual Inspection
Regularly inspect the conveyor belt for signs of damage, wear, or misalignment. Address any issues promptly to prevent further damage.
Proper Tensioning
Maintain proper tension in the conveyor belt to prevent slippage and ensure efficient material transport.
Lubrication
If applicable, ensure that any moving parts of the conveyor system are adequately lubricated to reduce friction and wear.
Training and Safety
Train your personnel in conveyor belt maintenance and safety protocols to minimize the risk of accidents and ensure the longevity of your equipment.